|
Cold Forged Corkscrew Helixes by: 330 Elgin Place, Ancaster, Ontario, L9G 2M7 CANADA Tel/Fax: (905) 304-5965 e-mail: Ronmaclean@cogeco.com |
|
Background As the reader may be aware, conventional spring swages were used in Germany to make early web & wire corkscrew helixes but drop hammer cold forging techniques were also employed. A splendid gift from Klaus Pumpenmeier has resulted in this article - in fact this was also Ron's "Best Six" submission for the year 2002. A mid 20th century German drop hammer forging die set/Gesenk from the family firm, August Hoppe & Söhne in Merschied, Solingen. This small factory, which manufactured only corkscrew helixes, was located down a laneway behind their home. Each die component (7 in total) is the exact shape for each function required to forge a specific pitch wire helix (7.3cm12 15/16" long). This tool set (total weight 3305 gm / 7lb 7oz) was used to manufacture a wire helix for pocket knives and comprises: 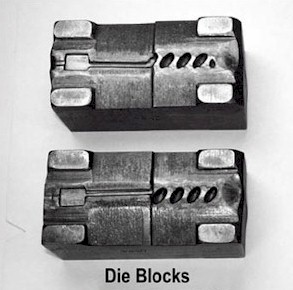 1.
Two drop hammer forged steel mirror imaged die blocks (total weight
2,250 gms/ 5 lb 2 oz) both marked BEST 3K 4640. Each block had been
restruck for reuse as evidence of previous helix die impressions remain
on the reverse sides. 1.
Two drop hammer forged steel mirror imaged die blocks (total weight
2,250 gms/ 5 lb 2 oz) both marked BEST 3K 4640. Each block had been
restruck for reuse as evidence of previous helix die impressions remain
on the reverse sides.
2. Two hardened master press dies (made from old files) also
each marked 4640, with tapered ends, which were held with a pair
of tongs over the white hot die blocks to be struck using a drop hammer
to create helix impressions. The die blocks were first softened by
annealing, then impressed with the master press dies. After being
impressed, the blocks were tempered to ensure the proper hardness and
toughness for the forging process. Each
The Story of August Hoppe & Söhne, Merscheid, Solingen Compiled from a Rheinisches Industriemuseum Solingen video entitled "Korkenzieherherstellung" by Peter Holtfreter. In 1870 August Hoppe & his brother Friedrich, who were part of a suppliers group for the Solingen Cutlery Industry, started the manufacture of corkscrew helixes/worms and initially forks. In 1897 they moved to a small building in Merschied and with three co-workers started to manufacture corkscrew worms for export and various firms in Solingen. In the 1920’s there were 10 employees in the business. After the WWII the family firm had 19 employees with products ranging from corkscrews, for large fixed blade knives, to small pocket knives in more than 10 variations in differing grades. The firm was not only innovative in design, they also developed and manufactured their own tooling for the manufacture of corkscrew worms. As they used a cold drop hammer procedure which caused rapid wear on the dies (compared to hot forging) only a limited number of corkscrew helixes could be made from one die set. The cold forged rod sections were cut and deburred with tooling designed and manufactured "in house" by Hoppe & Söhne. The grinding/filing of the corkscrew helix profile on the outside was carried out with a rotary concave milling wheel and the inside with a convex spiral milling wheel. This profiling was a tedious hand operation, holding the helix with spring pliers and turning them against the milling wheels to obtain the correct profile. A deburring/milling wheel could process about 1000-1500 pieces before it had to be reground and tempered. Water cooling was used during this process to maintain the strength of the steel. A skilled worker could process about 100 helixes per hour. The hole punching for knife tangs was normally carried out by women using a small trip hammer. The hardening process consisted of tempering by direct flame heating and water cooling/quenching, followed by placing in an electric heater cabinet (starting in the 1950’s) which provided consistent temperature control when the helixes were heated to 180-210C to normalize the metal to prevent brittleness. Any small irregularities were removed in final grinding by the most skilled and experienced workers, who also could do all the other operations, tooling and equipment set-ups. Final grinding and polishing followed. Large size helix polishing was carried out in a large diameter rotating steel drum with ceramic chips and water in a process that took about 10-12 hours. Large worms were separated from the ceramic pieces using a vibrating and a magnetic conveyer. Smaller helixes were polished in a rotating tubular wooden drum with leather pieces that polished and absorbed any grease in a process that took about 20 hours. After polishing the leather pieces were separated from the corkscrews with compressed air. In the 1960’s production was still on a slow rise even with all the increased competition. In the 1970’s Hoppe & Söhne were the only Solingen company left specifically manufacturing helixes. Sadly in the early 1990’s, owner Kurt Hoppe saw no future for his small company and production ceased. |
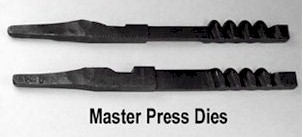 helix
curvature on a press die (4 per press die) has a punch mark on either
side to indicate the correct depth of the impression required. A flat
steel reference gauge was used to verify the correct profile & pitch
of the helix. Sections of cold annealed steel rod were placed by hand on
the die block and, using a smaller trip hammer, the matching die block
(punch) was dropped to cold
helix
curvature on a press die (4 per press die) has a punch mark on either
side to indicate the correct depth of the impression required. A flat
steel reference gauge was used to verify the correct profile & pitch
of the helix. Sections of cold annealed steel rod were placed by hand on
the die block and, using a smaller trip hammer, the matching die block
(punch) was dropped to cold
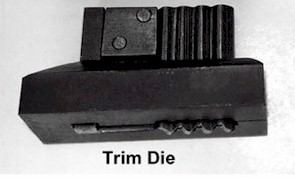 3. A three piece tapered trim die (925gms/21b) was used to remove
the flashing from the blank stamping. To do this the blank stamping was
driven through the tapered trim die by a matching punch using a drop
hammer. The punch has a stop plate riveted in place to limit travel into
the trim die. The trim die, which was clamped in position for use, comes
apart to remove jammed or broken pieces. The
3. A three piece tapered trim die (925gms/21b) was used to remove
the flashing from the blank stamping. To do this the blank stamping was
driven through the tapered trim die by a matching punch using a drop
hammer. The punch has a stop plate riveted in place to limit travel into
the trim die. The trim die, which was clamped in position for use, comes
apart to remove jammed or broken pieces. The
 picture includes a stamping
with flashing removed by a trim die and a wire helix forging
after initial dressing. It would still require significant labour
intensive work: further milling, filing, knife tang forming, tempering
and polishing before being suitable for a knife manufacturer.
picture includes a stamping
with flashing removed by a trim die and a wire helix forging
after initial dressing. It would still require significant labour
intensive work: further milling, filing, knife tang forming, tempering
and polishing before being suitable for a knife manufacturer.